Digitization of QC Inspections
Digitization of QC Inspections
The path to innovation is rarely straight and certainly not well defined. When Henry Ford dreamed up the idea for the V8 engine, the experts told him it couldn’t be done. Even his own engineering task force told him repeatedly that what he was asking for was impossible. Nevertheless, Ford persevered and sent them back to the literal drawing board each time until his dream was realized.
In similar innovative fashion, following the release of SBCA’s online In-Plant Quality Control software at BCMC 2016 in Knoxville, SBCA staffer Joe Schauer took on what seemed like the potentially impossible task of digitizing the current wood truss QC inspection process. The goal to make a fast, accurate, digital method for inspecting critical joints felt insurmountable at first. However, with the early proof of concept version of the software available for demonstration at BCMC 2018, the vision is on track to becoming a reality, with the path to success predicated upon the help of industry truss design software suppliers and a few dedicated SBCA members to be deeply involved with SBCA staff.
Follow the timeline to learn where we started, how we got to where we are today, and what challenges lie ahead.
The Digitizing of QC/QA Timeline
| Post-BCMC 2016: | Discussion begins surrounding the idea that the current QC process is often seen as too time-consuming. In the digital age, common sense says something more efficient should be possible. |
| Early-Mid 2017: | SBCA staff starts exploring various digital imaging technologies. |
| August 2017: | Discussions get underway between TPI and SBCA’s Executive Committee on business models to consider implementing to serve the best interests of the truss industry. This meeting is led by SBCA Secretary Mike Ruede. |
| September 2017: | SBCA President Jack Dermer shares that the SBCA Executive Committee feels strongly that there be a re-evaluation and subsequent redistribution of responsibilities for priorities and projects that both TPI and SBCA undertake. One of these priorities is component quality control. |
| Late September 2017: |
A meeting between TPI and SBCA leadership sets the foundation for the new industry association business model and realignment of roles based on an accurate assessment of scopes of work. The working group consists of Baird Quisenberry, Michael Schwitter, Steve Cabler, Greg Griggs, Jess Lohse, and Mike Ruede. |
| October 2017: | SBCA and TPI agree on terms for an association realignment. |
| Late 2017: | The SBCA QC team begins researching full-blown laser imaging scanners. The goal is to determine if the whole truss can be easily assessed given current technology. Assessment includes scanning all joints, calculating embedment, and taking all other critical measurements. This technology is tested at SBCRI, where significant wood-based manufacturing limitations are found. While there is a future for this technology at the time, wood dust and related wood imperfections make the failure rate too high to be useful. Beyond this, the price of scanners to reduce the failure rate is cost prohibitive. |
| February 2018: |
SBCA and TPI staff meet to begin realignment implementation, which includes the TPI third party inspection program. SBCA staff subsequently meets to develop the following SBCA business plans:
|
| March 2018: | The QC Joint Concept is born via testing and initial proof of concept. In short, the hypothesis is that in every truss there is the potential to define the joints that can be focused on as the most critical joints in the truss. The goal is to define joints where digital QC can be applied to predict truss performance in the context of the truss’s design. Ideally, assessing one joint can be a predictor of the quality of the remaining joints in the truss. Common sense says that if the plate embedment is in tolerance for the QC joint, it is highly likely the rest of the joints will have proper embedment. The real key to the success of this concept is addressing whether or not a non-QC joint can be more critical to overall truss performance. So far, testing shows that the QC Joint Concept is a good predictor of overall truss performance. This concept is in alignment with the current plate placement method, where the joint stress index defines the joint inspections to be done. |
| March - June 2018: | Research shifts to handheld 3-D scanners. The 3-D capabilities of these imaging devices will still allow the user to measure embedment gap, an otherwise difficult measurement to gather. Again, this technology is tested at SBCRI and significant limitations are found. The final approach reviewed is a digital caliper. This approach is found to have the best potential and is integrated into the digital QC process. |
| May 2018: | Truss plate and truss testing gathers the data needed to provide proof that the QC joint concept could work. This initial SBCRI testing is essential for justification. |
| June 2018: |
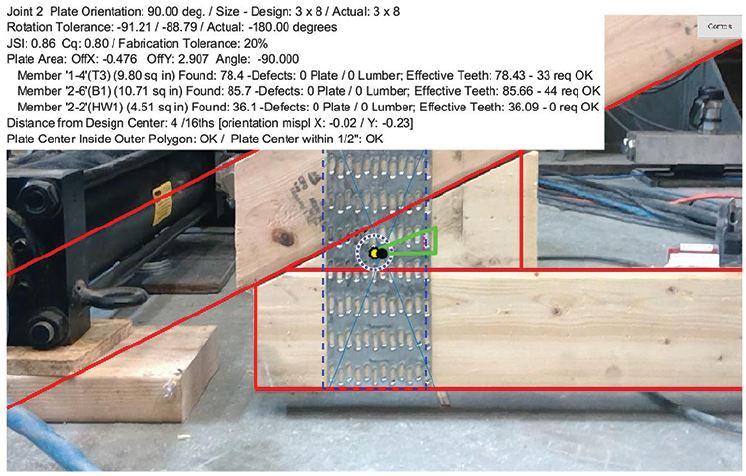
After extensive trial and error, SBCA staff recommends that the best approach to implement the QC Joint Concept is to build the digital technology around the familiar TPI 1 Chapter 3 plate placement process. How? By scanning/photographing the QC critical joint, overlaying the tolerance polygon, and analyzing the image for tooth count, plate rotation, and lumber defects. Plate embedment assessment will follow the plate placement methods of QC as well. The key to the success of this process is to have the truss design software provide the data needed to quickly assess the actual plated joint via digital photos and calipers. |
| June - BCMC 2018: |
Leading up to BCMC, the team determines how to get the tolerance polygon information into the software where automatic processing is generated:
This information is compared to the minimum number of teeth required in the member. The goal is to photo process and caliper the embedment of the QC joint to quickly compute QC joint quality. This data will be used to create a quality control chart to monitor manufacturing performance. |
| BCMC 2018- Present: |
CM and software provider participation is taking shape as SBCA staff works with various Alpha sites around the country. As Alpha sites upload QC documents, SBCA staff are able to process the files and perform QC on plate placement. Another major milestone is migration of the program to test how it works on a tablet. The ability to run the program from the tablet proves that using a tablet for fast and accurate QC is possible and the best way to proceed. |

Conclusion
While there are several programming challenges to overcome between coordinating with software provider data, testing to refine QC Joint Concepts, and developing the control charts, the demonstrations at BCMC 2018 make it clear that digitally measuring and managing truss quality data accurately will become a reality in 2019.
Special thank you to the Alpha sites and software companies that have helped get us this far and to all the companies that have provided support each step of the way.
American Truss LLC – Eagle
Builders FirstSource – MiTek
California TrusFrame LLC – MiTek
Cascade Mfg Co – Alpine
Lumber Specialties – MiTek
Shelter Systems Limited – MiTek
Southern Components, Inc. – Alpine
